
¿Alguna vez te has preguntado cuánto te cuesta realmente ese «pequeño» defecto en tu vidrio laminado? Vamos a ser sinceros. En el mundo del vidrio laminado, la delaminación no es un error menor; es esa pesadilla que te quita el sueño, es el karma industrial que se pega y no se va. Esa mancha turbia, esa burbuja que aparece de la nada y te grita: «¡Aquí pierde dinero!». Y sí, todos sabemos que el autoclave es el corazón de la operación, pero ¿estamos seguros de que lo estamos escuchando bien? ¿O estamos permitiendo que la humedad y la temperatura campen a sus anchas, conspirando contra la producción?
El autoclave como ecosistema químico: la batalla molecular por la adhesión
Seamos honestos: ver una burbuja, una niebla o una separación en el vidrio laminado después de todo el proceso es como que tu coche recién pulido tenga un arañazo invisible. Esa es la delaminación, esa ruptura íntima entre el intercalario del vidrio; ya sea PVB (polivinil butiral) o SGP (ionoplast). ¿La causa?
💧 Humedad
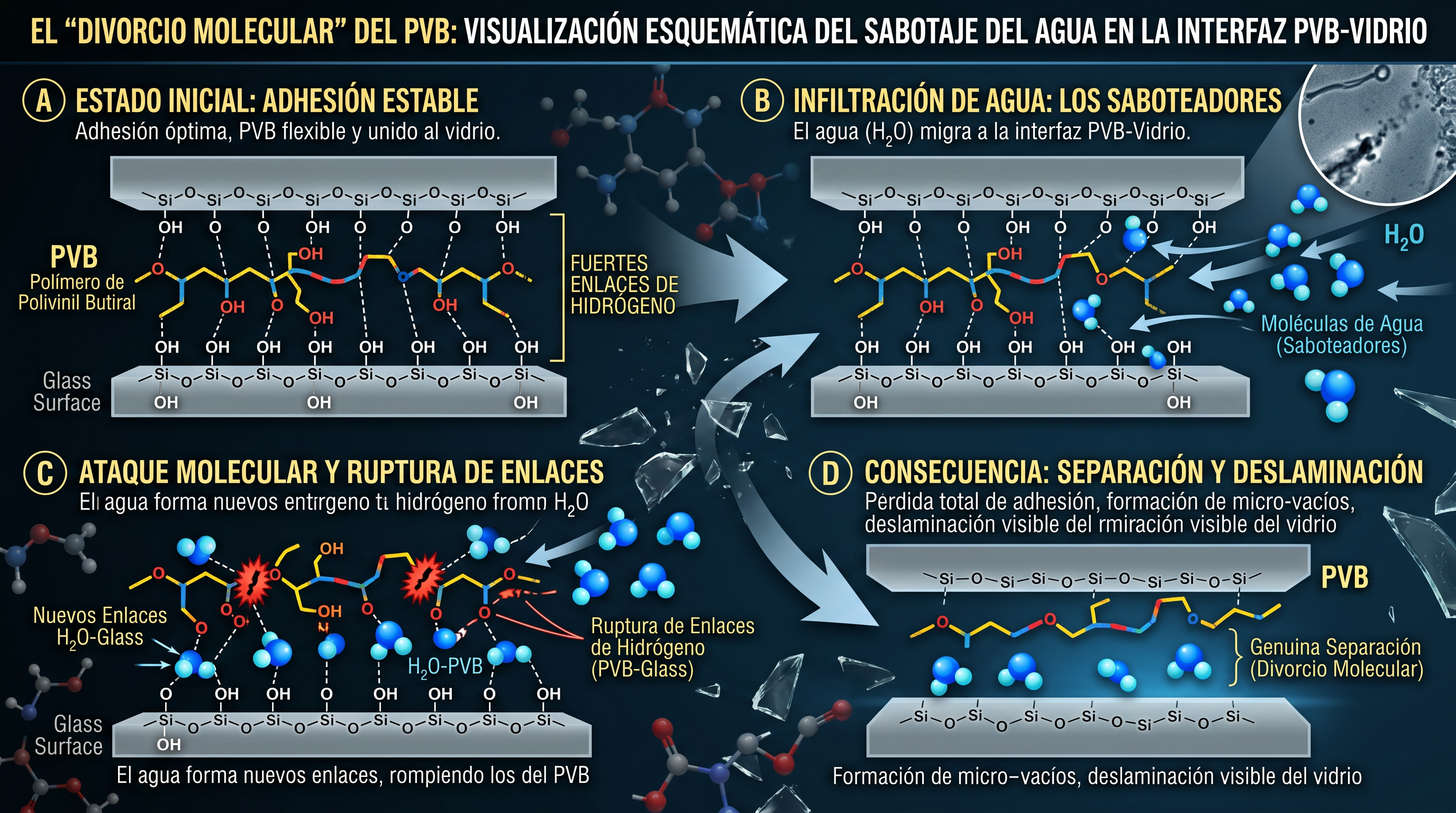
El PVB es higroscópico. Literal, es un imán para la humedad. Cuando el agua se infiltra en el polímero, compite con los grupos funcionales del intercalario por los sitios de unión en la superficie del vidrio actuando como un falso plastificante. Es como un invitado indeseado que interrumpe una boda: debilita la unión. Además, un exceso de humedad puede generar pequeñas bolsas de vapor durante el calentamiento, que se transforman en burbujas asesinas. Para el SGP, aunque menos sensible a la humedad, un exceso compromete su rigidez inherente y puede afectar la transparencia óptica, creando un efecto «neblinoso» que manda a la basura tu lote de vidrio estructural.
La adhesión del PVB al vidrio se basa en una compleja interacción molecular donde los grupos hidroxilo (-OH) del PVB forman enlaces de hidrógeno con los grupos silanol (-SiOH) de la superficie del vidrio. Esto no solo debilita la capacidad del PVB para unirse al vidrio, sino que también afecta su viscosidad durante el ciclo de curado, permitiendo una migración desigual de los plastificantes propios del PVB. El resultado es una interfaz vidrio-PVB porosa, débil y propensa a la formación de burbujas, niebla y, finalmente, la inevitable delaminación.
🌡️ Temperatura
Imagina un boxeador que recibe golpes sin ton ni son. Ese es tu vidrio con rampas de temperatura y enfriamientos bruscos. El vidrio y el intercalario tienen coeficientes de expansión térmica diferentes. Si la temperatura sube o baja demasiado rápido, se generan tensiones internas brutales (estrés térmico). Para el SGP, esto es crítico: un enfriamiento no uniforme puede inducir una turbidez irreversible (conocida como haze), por la formación de microcristales o la redistribución de plastificantes, que aunque no es delaminación per se, es igual de letal para la calidad y estética de tu producto final. Tu vidrio no solo necesita estar unido, necesita estar claro y sin estrés.
🟡 Oxígeno
La presencia de oxígeno a altas temperaturas es un caldo de cultivo para la oxidación de los componentes orgánicos del intercalario. Esta oxidación no solo debilita la unión adhesiva con el tiempo, sino que también es la principal culpable de ese temido «amarilleo» que desvaloriza tu producto. Un vidrio que debería ser cristalino y neutro, termina con un tinte amarillento que grita «defectuoso».
Control de la delaminación: ¿el monstruo bajo tu cama y en tu autoclave?
Hemos visto de todo: instalaciones donde el control de la humedad es un «pon el deshumidificador y reza» y autoclaves que parecen operados con la misma precisión que un reloj de arena. La delaminación no es un capricho y en muchos casos, no es un fallo del material, sino la consecuencia directa de una optimización que nunca llega, un control laxo.
Piensa en tu vidrio como en una relación: necesita el ambiente perfecto para mantenerse unido. Pero no cualquier ambiente; para ello las normas ISO 12543-4:2021 y ASTM C1172-19 están ahí para recordárnoslo. Kuraray y Eastman, los gurús del intercalario, no bromean cuando hablan de menos del 0.5% de humedad para PVB.
¿Cuánto margen estás sacrificando al jugar a la ruleta rusa con tus ciclos de curado?
Más allá del autoclave: la muerte lenta fuera de la vista
El problema no solo vive dentro del autoclave. La fase pre-autoclave y post-autoclave es donde se gestan muchos crímenes:
🌬️ Deshumidificación desecante
📐 TUS (Temperature Uniformity Survey)
🛡️ Purga de aire inerte (nitrógeno)
⚡ Calentadores SCR
❄️ Enfriamiento controlado
🤖 Sistema inteligente para el control de autoclaves
Implementar estas soluciones y tecnologías no es simplemente resolver un problema; es un movimiento estratégico que redefine tu posición en el mercado, reduce la variabilidad en tus procesos y dejas de ser un proveedor más para convertirte en el socio de confianza que siempre entrega lo prometido, a tiempo y sin sorpresas.
Escenario real
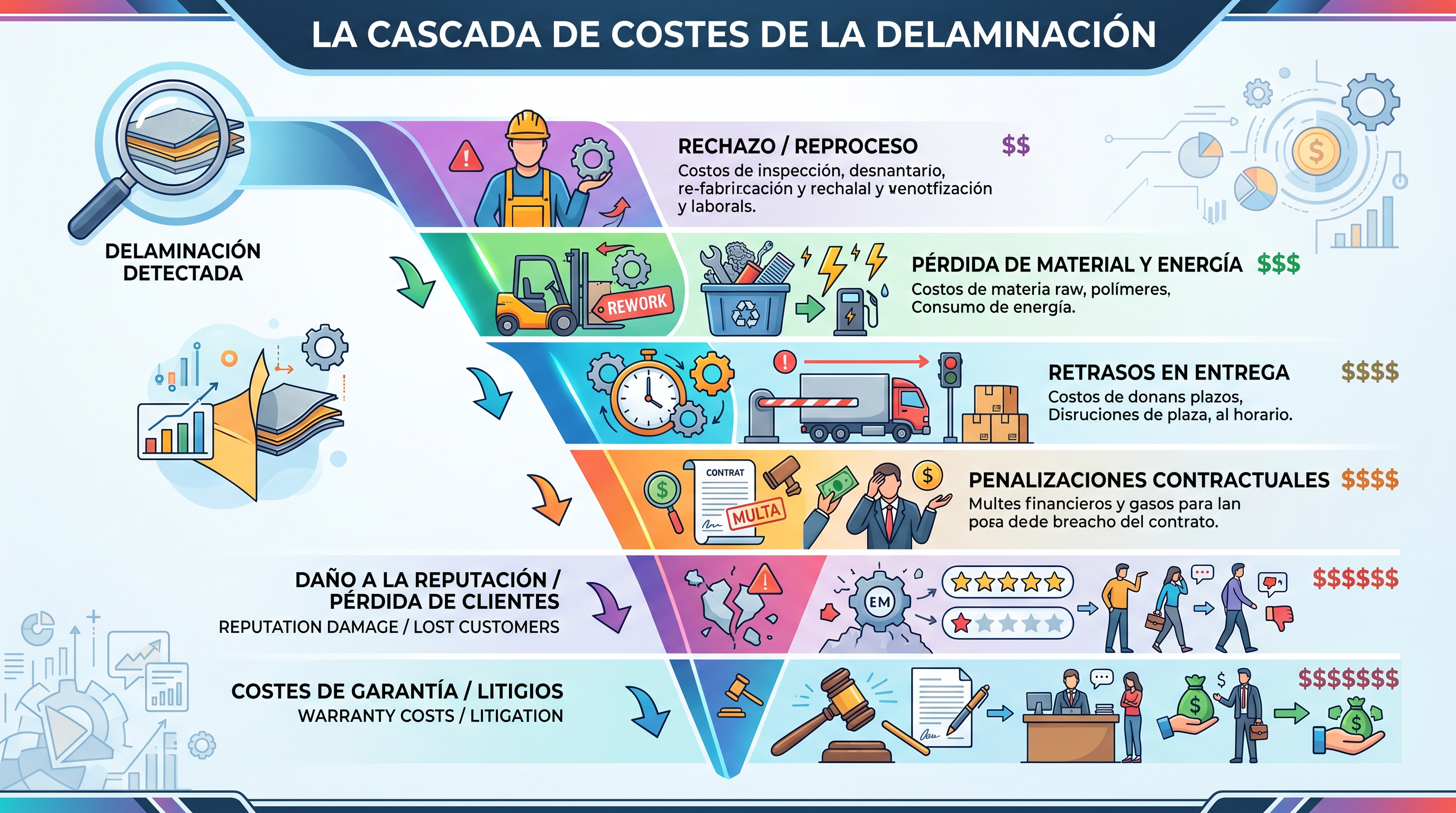
¿Todavía crees que es caro invertir en la calidad? El costo de no hacerlo es muchísimo mayor y lo pongo en contexto. Vamos a ponerle números a ese dolor y le presento a una empresa española que tiene una planta de producción media que cuenta con:
Datos de partida (antes de la inversión)
Implementación de un sistema de control avanzado: múltiples sensores de temperatura y humedad, sistema de monitorización web y sistema de deshumidificación con rotor desecante. Inversión total: 45.000 €.
Resultados y cálculo del ROI
Payback: 0,88 años — menos de 11 meses

Es una matemática sencilla, clara y brutal. Espero que le ayude a abrir los ojos para que deje de contar mermas y empiece a sumar beneficios.
Deja de contar mermas y empieza a sumar beneficios. La delaminación no ocurre porque sí: ocurre porque hay variables fuera de rango que nadie ha medido en el momento correcto.
¿Tienes los datos para descartar la delaminación antes de que aparezca?
Identificamos qué variables de tu proceso están bajo control y cuáles son puntos ciegos que están generando mermas.
Solicitar revisión técnica del proceso